

Принцип вакуумного випаровування нанесення покриття
1. Обладнання та фізичний процес нанесення покриття методом вакуумного випаровування
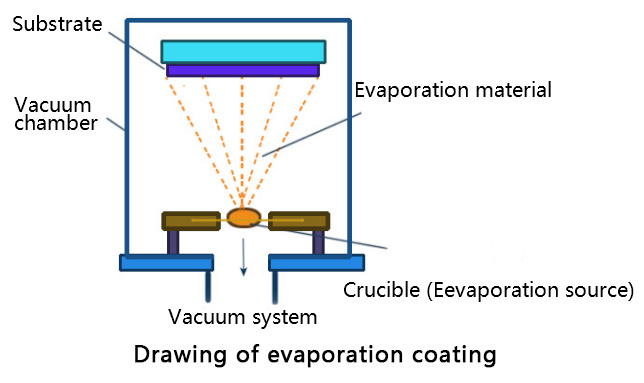
Обладнання для вакуумного випаровування покриття складається в основному з вакуумної камери та системи вакуумування. Усередині вакуумної камери розташовані джерело випаровування (тобто випарний нагрівач), підкладка та рама підкладки, нагрівач підкладки, система випуску тощо.
Покривний матеріал поміщають у джерело випаровування вакуумної камери, і в умовах високого вакууму він нагрівається джерелом випаровування для випаровування. Коли середній вільний пробіг молекул пари перевищує лінійний розмір вакуумної камери, після того, як атоми та молекули плівкової пари вийшли з поверхні джерела випаровування, вони рідко стикаються зі зіткненнями з іншими молекулами або атомами та безпосередньо досягають поверхні підкладки, що покривається. Через низьку температуру підкладки частинки плівкової пари конденсуються на ній та утворюють плівку.
Для покращення адгезії молекул випаровування та підкладки, підкладку можна активувати шляхом належного нагрівання або іонного очищення. Вакуумне випаровування покриття проходить через такі фізичні процеси: від випаровування матеріалу та транспортування до осадження у плівку.
(1) Використовуючи різні способи перетворення інших форм енергії в теплову, плівковий матеріал нагрівається для випаровування або сублімації на газоподібні частинки (атоми, молекули або атомні кластери) з певною кількістю енергії (від 0,1 до 0,3 еВ).
(2) Газоподібні частинки залишають поверхню плівки та транспортуються до поверхні підкладки з певною швидкістю руху, практично без зіткнень, по прямій лінії.
(3) Газоподібні частинки, що досягають поверхні підкладки, коалесцують та утворюють зародки, а потім перетворюються на твердофазну плівку.
(4) Реорганізація або хімічне зв'язування атомів, що складають плівку.
2. Випарне нагрівання
(1) Резистивне нагрівання, випаровування
Випаровування за допомогою резистивного нагрівання є найпростішим і найпоширенішим методом нагрівання, який зазвичай застосовується до покривних матеріалів з температурою плавлення нижче 1500℃. Метали з високою температурою плавлення у формі дроту або листа (W, Mo, Ti, Ta, нітрид бору тощо) зазвичай виготовляються у відповідну форму джерела випаровування, завантажуються випарними матеріалами, за допомогою джоулевої теплоти електричного струму плавлять, випаровують або сублімують покривний матеріал. Форма джерела випаровування в основному включає багатожильну спіраль, U-подібну форму, синусоїду, тонку пластину, човник, конусний кошик тощо. Водночас, метод вимагає, щоб матеріал джерела випаровування мав високу температуру плавлення, низький тиск насиченої пари, стабільні хімічні властивості, не вступав у хімічну реакцію з покривним матеріалом при високій температурі, мав добру термостійкість, незначні зміни щільності потужності тощо. Він використовує високий струм, що проходить через джерело випаровування, щоб нагріти та випарувати плівковий матеріал шляхом прямого нагрівання, або поміщає плівковий матеріал у тигель, виготовлений з графіту та деяких високотемпературних оксидів металів (таких як A202, B0) та інших матеріалів для непрямого нагрівання для випаровування.
Покриття методом випаровування за допомогою резистивного нагрівання має свої обмеження: тугоплавкі метали мають низький тиск пари, що ускладнює створення тонкої плівки; деякі елементи легко утворюють сплави за допомогою нагрівального дроту; отримати однорідну плівку сплаву нелегко. Через просту структуру, низьку ціну та легкість експлуатації метод випаровування за допомогою резистивного нагрівання, він є дуже поширеним застосуванням цього методу.
(2) Випаровування за допомогою нагрівання електронним променем
Електронно-променеве випаровування – це метод випаровування матеріалу покриття шляхом бомбардування його електронним променем високої щільності енергії шляхом розміщення його у водоохолоджуваному мідному тиглі. Джерело випаровування складається з джерела електронної емісії, джерела живлення для прискорення електронів, тигля (зазвичай мідного тигля), котушки магнітного поля та набору охолоджувальної води тощо. У цьому пристрої нагрітий матеріал поміщається у водоохолоджуваний тигель, і електронний промінь бомбардує лише дуже невелику частину матеріалу, тоді як більша частина решти матеріалу залишається при дуже низькій температурі під охолоджувальним ефектом тигля, який можна розглядати як бомбардовану частину тигля. Таким чином, метод електронно-променевого нагрівання для випаровування дозволяє уникнути забруднення між матеріалом покриття та матеріалом джерела випаровування.
Структуру джерела електронного випаровування можна розділити на три типи: прямі тиглі (тиглі Буля), кільцеві тиглі (електрично відхилені) та електронні тиглі (магнітно відхилені). У випарній установці можна розмістити один або декілька тиглів, які можуть випаровувати та осаджувати багато різних речовин одночасно або окремо.
Джерела електронно-променевого випаровування мають такі переваги.
①Висока щільність променя джерела випаровування з електронним бомбардуванням може отримати набагато більшу щільність енергії, ніж джерело резистивного нагрівання, яке може випаровувати матеріали з високою температурою плавлення, такі як W, Mo, Al2O3 тощо.
②Матеріал покриття поміщають у мідний тигель з водяним охолодженням, що дозволяє уникнути випаровування вихідного матеріалу та реакції між ними.
③Тепло можна підводити безпосередньо до поверхні покривного матеріалу, що забезпечує високу теплову ефективність та низькі втрати теплопровідності та теплового випромінювання.
Недоліком методу випаровування з нагріванням електронним променем є те, що первинні електрони з електронної гармати та вторинні електрони з поверхні матеріалу покриття іонізують атоми, що випаровуються, та молекули залишкового газу, що іноді впливає на якість плівки.
(3) Високочастотне індукційне нагрівання, випаровування
Високочастотне індукційне нагрівання та випаровування полягає у розміщенні тигля з покривним матеріалом у центрі високочастотної спіральної котушки, завдяки чому покривний матеріал генерує сильні вихрові струми та гістерезис під дією високочастотного електромагнітного поля, що призводить до нагрівання плівкового шару до його випаровування. Джерело випаровування зазвичай складається з водоохолоджуваної високочастотної котушки та графітового або керамічного (оксид магнію, оксид алюмінію, оксид бору тощо) тигля. Високочастотне джерело живлення використовує частоту від десяти тисяч до кількох сотень тисяч Гц, вхідна потужність становить від кількох до кількох сотень кіловат, чим менший об'єм мембранного матеріалу, тим вища частота індукції. Індукційна котушка зазвичай виготовлена з водоохолоджуваної мідної трубки.
Недоліком методу високочастотного індукційного нагрівання та випаровування є те, що нелегко точно регулювати вхідну потужність, але він має такі переваги.
①Висока швидкість випаровування
②Температура джерела випаровування рівномірна та стабільна, тому нелегко створити явище розбризкування крапель покриття, а також уникнути явища точкових отворів на нанесеній плівці.
③Джерело випаровування завантажується один раз, а температуру відносно легко та просто контролювати.
Час публікації: 28 жовтня 2022 р.