

Вакуумдық булану жабынының принципі
1, вакуумдық булану жабынының жабдықтары мен физикалық процесі
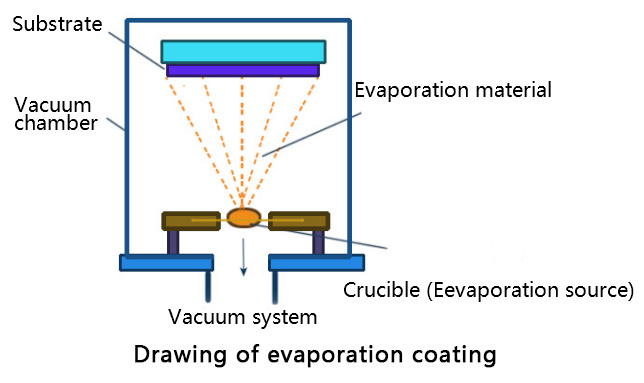
Вакуумдық булану жабыны негізінен вакуумдық камерадан және эвакуация жүйесінен тұрады. Вакуумдық камераның ішінде булану көзі (яғни булану қыздырғышы), негіз және негіз жақтауы, негіз қыздырғышы, шығару жүйесі және т.б. бар.
Қаптау материалы вакуумдық камераның булану көзіне орналастырылады және жоғары вакуум жағдайында булану көзімен қыздырылып, буланады. Бу молекулаларының орташа еркін диапазоны вакуумдық камераның сызықтық өлшемінен үлкен болған кезде, буланған будың атомдары мен молекулалары булану көзінің бетінен шыққаннан кейін, басқа молекулалардың немесе атомдардың соқтығысуына сирек кедергі келтіреді және тікелей жабылатын негіздің бетіне жетеді. Негіздің төмен температурасына байланысты, пленка буының бөлшектері оның үстінде конденсацияланып, қабықша түзеді.
Булану молекулалары мен негіздің адгезиясын жақсарту үшін негізді тиісті қыздыру немесе иондық тазалау арқылы белсендіруге болады. Вакуумдық буландыру жабыны материалдың булануынан, тасымалдануынан бастап пленкаға тұндыруға дейін келесі физикалық процестерден өтеді.
(1) Энергияның басқа түрлерін жылу энергиясына түрлендірудің әртүрлі тәсілдерін қолдана отырып, пленка материалы белгілі бір энергия мөлшерімен (0,1-ден 0,3 эВ-қа дейін) буландыру немесе газ тәрізді бөлшектерге (атомдар, молекулалар немесе атомдық кластерлер) сублимациялау үшін қыздырылады.
(2) Газ тәрізді бөлшектер қабықша бетінен шығып, субстрат бетіне белгілі бір қозғалыс жылдамдығымен, негізінен соқтығысусыз, түзу сызық бойымен тасымалданады.
(3) Субстрат бетіне жеткен газ тәрізді бөлшектер бірігіп, ядроланады, содан кейін қатты фазалы қабықшаға айналады.
(4) Қабықшаны құрайтын атомдардың қайта құрылуы немесе химиялық байланысы.
2, булану арқылы қыздыру
(1) Кедергілік қыздыру булануы
Кедергілік қыздыру арқылы булану - ең қарапайым және ең көп қолданылатын қыздыру әдісі, әдетте балқу температурасы 1500℃-тан төмен жабын материалдарына, сым немесе парақ пішініндегі жоғары балқу температурасы бар металдарға (W, Mo, Ti, Ta, бор нитриді және т.б.) қолданылады. Әдетте булану көзінің қолайлы пішініне келтіріледі, булану материалдарымен толтырылады, электр тогының Джоуль жылуы арқылы жабын материалын балқытады, буландырады немесе сублимациялайды. Булану көзінің пішіні негізінен көп тізбекті спираль, U-тәрізді, синусоидалы, жұқа пластина, қайық, конус себеті және т.б. қамтиды. Сонымен қатар, әдіс булану көзі материалының жоғары балқу температурасына, төмен қаныққан бу қысымына, тұрақты химиялық қасиеттерге ие болуын, жоғары температурада жабын материалымен химиялық реакцияға түспеуін, жақсы жылуға төзімділігін, қуат тығыздығының аз өзгеруін және т.б. талап етеді. Ол тікелей қыздыру арқылы пленка материалын қыздыру және буландыру үшін булану көзінен жоғары ток қабылдайды немесе пленка материалын графиттен және кейбір жоғары температураға төзімді металл оксидтерінен (мысалы, A202, B0) және басқа материалдардан жасалған тигельге салып, буланады.
Кедергілік қыздыру булану жабынының кемшіліктері бар: отқа төзімді металдардың бу қысымы төмен, оны жұқа қабықша жасау қиын; кейбір элементтерді қыздыру сымы арқылы қорытпа түзу оңай; қорытпа қабықшасының біркелкі құрамын алу оңай емес. Қарапайым құрылымы, төмен бағасы және кедергілік қыздыру булану әдісінің оңай жұмыс істеуіне байланысты булану әдісі өте кең таралған қолданыс болып табылады.
(2) Электронды сәулемен қыздыру булануы
Электрондық сәулемен булану - жабын материалын сумен салқындатылатын мыс тигельге салу арқылы оны жоғары энергиялы тығыздықтағы электрон сәулесімен бомбалау арқылы булану әдісі. Булану көзі электронды эмиссия көзінен, электронды үдеу қуат көзінен, тигельден (әдетте мыс тигельден), магнит өрісі катушкасынан және салқындатқыш су жиынтығынан және т.б. тұрады. Бұл құрылғыда қыздырылған материал сумен салқындатылған тигельге орналастырылады, ал электрон сәулесі материалдың өте аз бөлігін ғана бомбалайды, ал қалған материалдың көп бөлігі тигельдің салқындату әсерімен өте төмен температурада қалады, оны тигельдің бомбаланған бөлігі деп санауға болады. Осылайша, булану үшін электронды сәулемен қыздыру әдісі жабын материалы мен булану көзі материалы арасындағы ластануды болдырмауға мүмкіндік береді.
Электрондық сәуленің булану көзінің құрылымын үш түрге бөлуге болады: түзу мылтықтар (Буль мылтықтары), сақиналы мылтықтар (электрлік бағытта ауытқыған) және электронды мылтықтар (магниттік бағытта ауытқыған). Буландыру қондырғысына бір немесе бірнеше тигель қоюға болады, олар көптеген әртүрлі заттарды бір уақытта немесе бөлек булап, тұндыра алады.
Электрондық сәулелік булану көздерінің келесі артықшылықтары бар.
①Электрондық сәулемен бомбалаудың булану көзінің жоғары сәуле тығыздығы кедергі қыздыру көзіне қарағанда әлдеқайда жоғары энергия тығыздығына қол жеткізе алады, бұл W, Mo, Al2O3 және т.б. сияқты жоғары балқу температурасы бар материалдарды булай алады.
②Қаптау материалы сумен салқындатылған мыс тигельге орналастырылады, бұл булану көзі материалының булануын және олардың арасындағы реакцияны болдырмайды.
③Жылуды жабын материалының бетіне тікелей қосуға болады, бұл жылу тиімділігін жоғарылатады және жылу өткізгіштік пен жылу сәулеленуінің жоғалуын төмендетеді.
Электронды сәулемен қыздыру булану әдісінің кемшілігі - электронды тапаншадан шыққан біріншілік электрондар және жабын материалының бетінен шыққан екіншілік электрондар буланатын атомдар мен қалдық газ молекулаларын иондайды, бұл кейде пленканың сапасына әсер етеді.
(3) Жоғары жиілікті индукциялық қыздыру булануы
Жоғары жиілікті индукциялық қыздыру буландыруы жабын материалы бар тигельді жоғары жиілікті спиральды катушканың ортасына орналастыру болып табылады, осылайша жабын материалы жоғары жиілікті электромагниттік өрістің индукциясы кезінде күшті құйынды ток пен гистерезис әсерін тудырады, бұл пленка қабатының буланып, буланғанша қызуына әкеледі. Булану көзі әдетте сумен салқындатылатын жоғары жиілікті катушкадан және графит немесе керамикалық (магний оксиді, алюминий оксиді, бор оксиді және т.б.) тигельден тұрады. Жоғары жиілікті қуат көзі он мыңнан бірнеше жүз мың Гц-ке дейінгі жиілікті пайдаланады, кіріс қуаты бірнеше жүз киловатттан бірнеше жүз киловаттқа дейін, мембраналық материалдың көлемі неғұрлым аз болса, индукциялық жиілік соғұрлым жоғары болады. Индукциялық катушканың жиілігі әдетте сумен салқындатылатын мыс түтіктен жасалады.
Жоғары жиілікті индукциялық қыздыру булану әдісінің кемшілігі - кіріс қуатын дәл реттеу оңай емес, оның келесі артықшылықтары бар.
①Жоғары булану жылдамдығы
②Булану көзінің температурасы біркелкі және тұрақты, сондықтан жабын тамшыларының шашырау құбылысын тудыру оңай емес, сонымен қатар тұндырылған пленкада тесіктердің пайда болуын болдырмауға болады.
③Булану көзі бір рет жүктеледі, ал температура салыстырмалы түрде оңай және басқаруға оңай.
Жарияланған уақыты: 2022 жылғы 28 қазан