

Vakum buharlaştırma kaplama prensibi
1. Vakumlu buharlaştırma kaplama ekipmanı ve fiziksel süreci
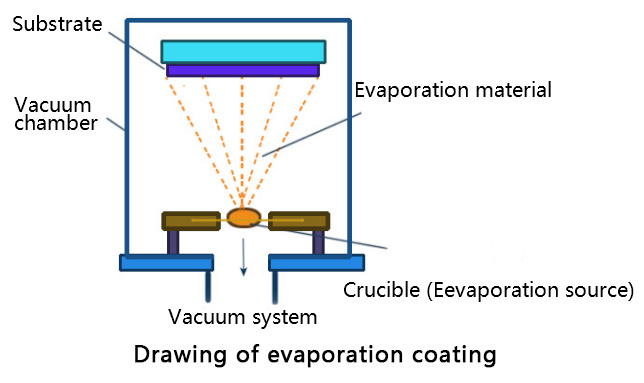
Vakum buharlaştırma kaplama ekipmanı esas olarak vakum odası ve tahliye sisteminden oluşur. Vakum odasının içinde buharlaştırma kaynağı (yani buharlaştırma ısıtıcısı), alt tabaka ve alt tabaka çerçevesi, alt tabaka ısıtıcısı, egzoz sistemi vb. bulunur.
Kaplama malzemesi vakum odasının buharlaştırma kaynağına yerleştirilir ve yüksek vakum koşulları altında, buharlaştırma kaynağı tarafından ısıtılarak buharlaştırılır. Buhar moleküllerinin ortalama serbest hareket alanı vakum odasının doğrusal boyutundan daha büyük olduğunda, film buharının atomları ve molekülleri buharlaştırma kaynağının yüzeyinden kaçtıktan sonra, diğer moleküller veya atomlarla çarpışmadan nadiren etkilenir ve doğrudan kaplanacak alt tabakanın yüzeyine ulaşır. Alt tabakanın düşük sıcaklığı nedeniyle, film buharı parçacıkları üzerinde yoğunlaşarak bir film oluşturur.
Buharlaştırma moleküllerinin ve alt tabakanın yapışmasını iyileştirmek için, alt tabaka uygun ısıtma veya iyon temizleme ile aktive edilebilir. Vakum buharlaştırma kaplaması, malzeme buharlaşmasından, taşınmasına ve film haline getirilmesine kadar aşağıdaki fiziksel süreçlerden geçer.
(1)Diğer enerji biçimlerini termal enerjiye dönüştürmenin çeşitli yolları kullanılarak, film malzemesi belirli bir miktarda enerji (0,1 ila 0,3 eV) ile gaz halindeki parçacıklara (atomlar, moleküller veya atom kümeleri) buharlaşacak veya süblimleşecek şekilde ısıtılır.
(2)Gaz halindeki parçacıklar filmin yüzeyini terk eder ve esasen çarpışma olmaksızın, düz bir çizgide belirli bir hareket hızıyla alt tabakanın yüzeyine taşınır.
(3) Yüzeye ulaşan gaz parçacıkları birleşir ve çekirdeklenir, ardından katı fazlı bir film haline gelir.
(4) Filmi oluşturan atomların yeniden düzenlenmesi veya kimyasal bağlanması.
2. Buharlaşmalı ısıtma
(1) Dirençli ısıtma buharlaştırma
Dirençli ısıtma buharlaştırma, en basit ve en yaygın kullanılan ısıtma yöntemidir ve genellikle erime noktası 1500℃'nin altında olan kaplama malzemeleri için uygundur. Yüksek erime noktalı metaller (W, Mo, Ti, Ta, bor nitrür vb.) genellikle tel veya levha şeklinde uygun bir buharlaştırma kaynağına dönüştürülür, buharlaştırma malzemesi ile doldurulur ve elektrik akımının Joule ısısı ile kaplama malzemesi eritilir, buharlaştırılır veya süblimleştirilir. Buharlaştırma kaynağının şekli esas olarak çok telli spiral, U şeklinde, sinüs dalgası, ince plaka, tekne, koni sepeti vb. içerir. Aynı zamanda, bu yöntem, buharlaştırma kaynağı malzemesinin yüksek erime noktasına, düşük doygunluk buhar basıncına, kararlı kimyasal özelliklere, yüksek sıcaklıkta kaplama malzemesiyle kimyasal reaksiyona girmemesine, iyi ısı direncine, güç yoğunluğunda küçük değişime vb. sahip olmasını gerektirir. Buharlaştırma kaynağından yüksek akım geçirilerek doğrudan ısıtma yoluyla film malzemesi ısıtılır ve buharlaştırılır veya film malzemesi grafit ve belirli yüksek sıcaklığa dayanıklı metal oksitlerden (örneğin A202) yapılmış bir potaya konulur. B0) ve dolaylı ısıtma yoluyla buharlaştırma için diğer malzemeler.
Dirençli ısıtma buharlaştırma kaplama yönteminin bazı sınırlamaları vardır: refrakter metallerin buhar basıncı düşüktür, bu da ince film oluşturmayı zorlaştırır; bazı elementler ısıtma teliyle kolayca alaşım oluşturur; alaşım filminin homojen bir bileşimini elde etmek kolay değildir. Dirençli ısıtma buharlaştırma yönteminin basit yapısı, düşük fiyatı ve kolay uygulanabilirliği nedeniyle, buharlaştırma yöntemlerinin çok yaygın bir uygulamasıdır.
(2) Elektron ışını ısıtma buharlaştırma
Elektron ışınlı buharlaştırma, kaplama malzemesinin su soğutmalı bakır bir potaya yerleştirilerek yüksek enerji yoğunluklu bir elektron ışınıyla bombardıman edilmesi yoluyla buharlaştırılması yöntemidir. Buharlaştırma kaynağı, bir elektron emisyon kaynağı, bir elektron hızlandırma güç kaynağı, bir pota (genellikle bakır pota), bir manyetik alan bobini ve bir soğutma suyu seti vb. bileşenlerden oluşur. Bu cihazda, ısıtılan malzeme su soğutmalı bir potaya yerleştirilir ve elektron ışını malzemenin sadece çok küçük bir kısmını bombardıman ederken, geri kalan malzemenin çoğu potanın soğutma etkisi altında çok düşük bir sıcaklıkta kalır; bu da potanın bombardıman edilen kısmı olarak kabul edilebilir. Bu nedenle, buharlaştırma için elektron ışınlı ısıtma yöntemi, kaplama malzemesi ile buharlaştırma kaynağı malzemesi arasında kirlenmeyi önleyebilir.
Elektron ışınlı buharlaştırma kaynağının yapısı üç tipe ayrılabilir: düz tabancalar (Boule tabancaları), halka tabancalar (elektrikle saptırılmış) ve e-tabancalar (manyetik olarak saptırılmış). Bir buharlaştırma tesisine bir veya daha fazla pota yerleştirilebilir ve bu sayede birçok farklı madde aynı anda veya ayrı ayrı buharlaştırılıp biriktirilebilir.
Elektron ışınlı buharlaştırma kaynaklarının aşağıdaki avantajları vardır.
①Elektron ışın bombardımanlı buharlaştırma kaynağının yüksek ışın yoğunluğu, dirençli ısıtma kaynağına kıyasla çok daha yüksek bir enerji yoğunluğu elde etmeyi sağlar; bu sayede W, Mo, Al2O3 gibi yüksek erime noktasına sahip malzemeler buharlaştırılabilir.
②Kaplama malzemesi, buharlaşma kaynağı malzemesinin buharlaşmasını ve aralarındaki reaksiyonu önlemek için su soğutmalı bir bakır potaya yerleştirilir.
③Isı doğrudan kaplama malzemesinin yüzeyine verilebilir, bu da termal verimliliği artırır ve ısı iletimi ve ısı radyasyonu kayıplarını azaltır.
Elektron ışınlı ısıtma buharlaştırma yönteminin dezavantajı, elektron tabancasından çıkan birincil elektronların ve kaplama malzemesinin yüzeyinden çıkan ikincil elektronların buharlaşan atomları ve artık gaz moleküllerini iyonize etmesidir; bu da bazen filmin kalitesini etkiler.
(3) Yüksek frekanslı indüksiyon ısıtma buharlaştırma
Yüksek frekanslı indüksiyonlu ısıtmalı buharlaştırma, kaplama malzemesi içeren potanın yüksek frekanslı spiral bobinin merkezine yerleştirilmesiyle gerçekleştirilir; böylece kaplama malzemesi, yüksek frekanslı elektromanyetik alanın indüksiyonu altında güçlü girdap akımı ve histerezis etkisi oluşturur, bu da film tabakasının buharlaşana kadar ısınmasına neden olur. Buharlaştırma kaynağı genellikle su soğutmalı yüksek frekanslı bir bobin ve grafit veya seramik (magnezyum oksit, alüminyum oksit, bor oksit vb.) bir potadan oluşur. Yüksek frekanslı güç kaynağı, on bin ila birkaç yüz bin Hz frekans kullanır, giriş gücü birkaç ila birkaç yüz kilovattır, membran malzemenin hacmi ne kadar küçükse, indüksiyon frekansı o kadar yüksek olur. İndüksiyon bobini frekansı genellikle su soğutmalı bakır borudan yapılır.
Yüksek frekanslı indüksiyonlu ısıtma buharlaştırma yönteminin dezavantajı, giriş gücünün hassas bir şekilde ayarlanmasının zor olmasıdır; ancak aşağıdaki avantajlara sahiptir.
①Yüksek buharlaşma oranı
②Buharlaşma kaynağının sıcaklığı homojen ve sabittir, bu nedenle kaplama damlacıklarının sıçraması olgusu kolayca oluşmaz ve ayrıca biriktirilen film üzerinde iğne deliği oluşumu da önlenebilir.
③Buharlaştırma kaynağı bir kez yüklenir ve sıcaklığın kontrolü nispeten kolay ve basittir.
Yayın tarihi: 28 Ekim 2022