

Главна карактеристика методе вакуумског испаравања за наношење филмова је висока брзина наношења. Главна карактеристика методе распршивања је широк спектар доступних филмских материјала и добра уједначеност слоја филма, али је брзина наношења ниска. Јонско премазивање је метода која комбинује ова два процеса.
Принцип јонског премаза и услови формирања филма
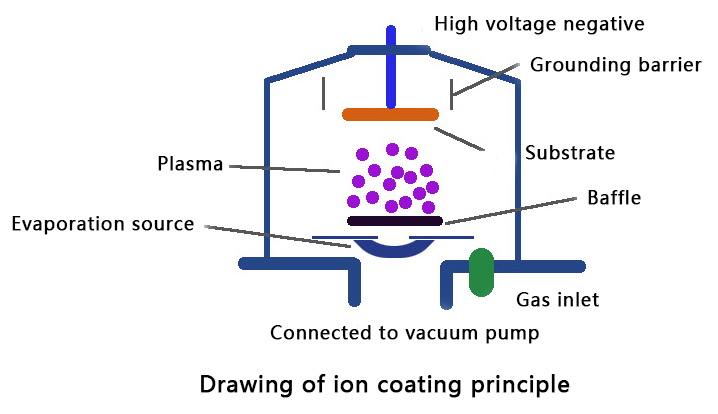
Принцип рада јонског премазивања приказан је на слици. Вакуумска комора се пумпа до притиска испод 10-4 Па, а затим се пуни инертним гасом (нпр. аргоном) до притиска од 0,1~1 Па. Након што се на подлогу примени негативни једносмерни напон до 5 kV, између подлоге и лончића се успоставља зона плазме тлећег пражњења ниског притиска. Јони инертног гаса се убрзавају електричним пољем и бомбардују површину подлоге, чистећи тако површину радног предмета. Након што је овај процес чишћења завршен, процес премазивања почиње испаравањем материјала који се премазује у лончићу. Испарене честице паре улазе у зону плазме и сударају се са дисоцираним инертним позитивним јонима и електронима, а неке од честица паре се дисоцирају и бомбардују радни предмет и површину премаза под убрзањем електричног поља. У процесу јонског премазивања, не долази само до таложења већ и до распршивања позитивних јона на подлози, тако да се танки филм може формирати само када је ефекат таложења већи од ефекта распршивања.
Процес јонског премазивања, у коме се подлога увек бомбардује јонима високе енергије, веома је чист и има низ предности у поређењу са распршивањем и испаравањем.
(1) Јака адхезија, слој премаза се не љушти лако.
(а) У процесу јонског премазивања, велики број високоенергетских честица генерисаних сијајућим пражњењем користи се за стварање ефекта катодног распршивања на површини подлоге, распршујући и чистећи гас и уље адсорбоване на површини подлоге како би се пречистила површина подлоге док се цео процес премазивања не заврши.
(б) У раној фази премазивања, распршивање и таложење коегзистирају, што може формирати прелазни слој компоненти на граници основе филма или мешавину материјала филма и основног материјала, названу „псеудо-дифузиони слој“, што може ефикасно побољшати перформансе адхезије филма.
(2) Добра својства обмотавања. Један од разлога је тај што се атоми материјала премаза јонизују под високим притиском и сударају се са молекулима гаса неколико пута током процеса достизања подлоге, тако да се јони материјала премаза могу расути по подлози. Поред тога, јонизовани атоми материјала премаза се таложе на површини подлоге под дејством електричног поља, тако да се цела подлога таложи танким филмом, али испаравање не може постићи овај ефекат.
(3) Висок квалитет премаза је последица распршивања кондензата изазваног сталним бомбардовањем наталоженог филма позитивним јонима, што побољшава густину слоја премаза.
(4) Широк избор материјала за премазивање и подлога може се премазати на металним или неметалним материјалима.
(5) У поређењу са хемијским таложењем из паре (CVD), има нижу температуру подлоге, обично испод 500°C, али је његова адхезионна чврстоћа потпуно упоредива са филмовима насталим хемијским таложењем из паре.
(6) Висока брзина таложења, брзо формирање филма и могућност превлаке дебљине филмова од десетина нанометара до микрона.
Недостаци јонског премазивања су: дебљина филма се не може прецизно контролисати; концентрација дефеката је висока када је потребно фино премазивање; и гасови ће ући у површину током премазивања, што ће променити својства површине. У неким случајевима се такође формирају шупљине и језгра (мања од 1 nm).
Што се тиче брзине таложења, јонско премазивање је упоредиво са методом испаравања. Што се тиче квалитета филма, филмови произведени јонским премазивањем су блиски или бољи од оних припремљених распршивањем.
Време објаве: 08.11.2022.