

Принцип вакуумског испаравања премаза
1, Опрема и физички процес вакуумског испаравања премаза
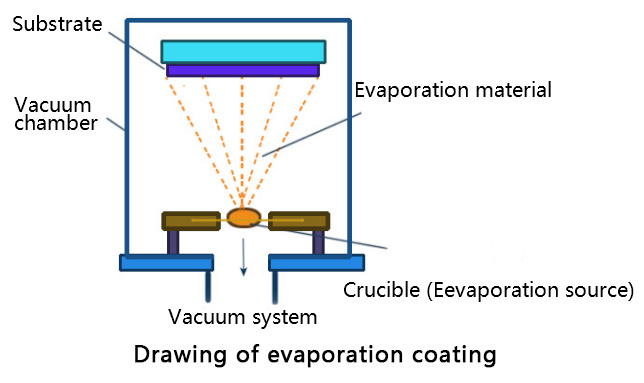
Опрема за вакуумско испаравање премаза се углавном састоји од вакуумске коморе и система за евакуацију. Унутар вакуумске коморе налазе се извор испаравања (нпр. грејач за испаравање), подлога и оквир подлоге, грејач подлоге, систем за издувавање итд.
Материјал за премаз се ставља у извор испаравања вакуумске коморе и под условима високог вакуума, загрева се помоћу извора испаравања да би испарио. Када је просечан слободни домет молекула паре већи од линеарне величине вакуумске коморе, након што атоми и молекули филмске паре изађу са површине извора испаравања, ретко се суочавају са сударима других молекула или атома и директно доспевају до површине подлоге која се премазује. Због ниске температуре подлоге, честице филмске паре се кондензују на њој и формирају филм.
Да би се побољшала адхезија молекула испаравања и подлоге, подлога се може активирати одговарајућим загревањем или јонским чишћењем. Премаз вакуумским испаравањем пролази кроз следеће физичке процесе, од испаравања материјала, транспорта до таложења у филм.
(1) Користећи различите начине за претварање других облика енергије у топлотну енергију, филмски материјал се загрева да би испарио или сублимирао у гасовите честице (атоме, молекуле или атомске кластере) са одређеном количином енергије (0,1 до 0,3 eV).
(2) Гасовите честице напуштају површину филма и транспортују се до површине подлоге одређеном брзином кретања, у суштини без судара, праволинијски.
(3) Гасовите честице које доспевају до површине подлоге спајају се и нуклеирају, а затим расту у филм чврсте фазе.
(4) Реорганизација или хемијско везивање атома који чине филм.
2, Загревање испаравањем
(1) Отпорно загревање испаравање
Испаравање отпорним загревањем је најједноставнија и најчешће коришћена метода загревања, генерално применљива на материјале за премаз са тачком топљења испод 1500℃. Метали са високом тачком топљења у облику жице или лима (W, Mo, Ti, Ta, боров нитрид, итд.) се обично израђују у одговарајући облик извора испаравања, напуњени материјалима за испаравање, користећи Џулову топлоту електричне струје да би се материјал за превлаку истопио, испарио или сублимирао. Облик извора испаравања углавном укључује вишежилну спиралу, облик слова U, синусни талас, танку плочу, чамац, конусну корпу итд. Истовремено, метод захтева да материјал извора испаравања има високу тачку топљења, низак притисак засићене паре, стабилна хемијска својства, да не реагује хемијски са материјалом за премаз на високој температури, да има добру отпорност на топлоту, малу промену густине снаге итд. Усваја велику струју кроз извор испаравања да би се загрејао и испарио филмски материјал директним загревањем, или се филмски материјал ставља у лончић направљен од графита и одређених металних оксида отпорних на високе температуре (као што су A202, B0) и других материјала за индиректно загревање ради испаравања.
Премаз отпорним загревањем и испаравањем има ограничења: ватростални метали имају низак притисак паре, што је тешко направити танки филм; неки елементи лако формирају легуру помоћу грејне жице; није лако добити уједначен састав легуре. Због једноставне структуре, ниске цене и лаког руковања методом испаравања отпорним загревањем, то је веома честа примена методе испаравања.
(2) Испаравање загревањем електронским снопом
Испаравање електронским снопом је метод испаравања материјала за премаз бомбардовањем електронским снопом високе густине енергије постављањем у водом хлађени бакарни лончић. Извор испаравања састоји се од извора емисије електрона, извора снаге за убрзање електрона, лончића (обично бакарног лончића), калема магнетног поља и комплета воде за хлађење итд. У овом уређају, загрејани материјал се ставља у водом хлађени лончић, а електронски сноп бомбардује само веома мали део материјала, док већина преосталог материјала остаје на веома ниској температури под ефектом хлађења лончића, што се може сматрати бомбардованим делом лончића. Стога, метод загревања електронским снопом за испаравање може избећи контаминацију између материјала за премаз и материјала извора испаравања.
Структура извора испаравања електронским снопом може се поделити на три типа: прави топови (Булесови топови), прстенасти топови (електрично скренути) и е-топови (магнетно скренути). Један или више лончића могу се поставити у постројење за испаравање, што може испаравати и таложити много различитих супстанци истовремено или одвојено.
Извори испаравања електронским снопом имају следеће предности.
①Висока густина снопа извора испаравања бомбардовања електронским снопом може постићи далеко већу густину енергије него извор отпорног загревања, који може испарити материјале са високом тачком топљења, као што су W, Mo, Al2O3 итд.
②Материјал за премаз се ставља у бакарни лончић хлађен водом, што може спречити испаравање изворног материјала испаравања и реакцију између њих.
③Топлота се може директно додавати на површину материјала за премаз, што чини термичку ефикасност високом, а губитак проводљивости топлоте и топлотног зрачења ниским.
Мана методе испаравања загревањем електронским снопом је то што примарни електрони из електронског топа и секундарни електрони са површине материјала премаза јонизују атоме који испаравају и молекуле преосталог гаса, што понекад утиче на квалитет филма.
(3) Високофреквентно индукционо загревање испаравањем
Високофреквентно индукционо загревање испаравањем подразумева постављање лончића са материјалом за премаз у центар високофреквентне спиралне завојнице, тако да материјал за премаз генерише јаке вртложне струје и хистерезис под дејством високофреквентног електромагнетног поља, што доводи до загревања слоја филма док се не испари. Извор испаравања се генерално састоји од водом хлађеног високофреквентног калема и графитног или керамичког (магнезијум оксид, алуминијум оксид, бор оксид итд.) лончића. Високофреквентно напајање користи фреквенцију од десет хиљада до неколико стотина хиљада Hz, улазна снага је неколико до неколико стотина киловата, што је мања запремина мембранског материјала, већа је индукциона фреквенција. Фреквенција индукционог калема је обично направљена од водом хлађене бакарне цеви.
Мана методе испаравања високофреквентним индукционим загревањем је што није лако фино подесити улазну снагу, а има следеће предности.
①Висока брзина испаравања
② Температура извора испаравања је равномерна и стабилна, тако да није лако произвести феномен прскања капљица премаза, а такође се може избећи феномен рупа на наталоженом филму.
③Извор испаравања се пуни једном, а температура је релативно лака и једноставна за контролу.
Време објаве: 28. октобар 2022.