

Vakuuma iztvaikošanas pārklājuma princips
1. Vakuuma iztvaikošanas pārklājuma aprīkojums un fizikālais process
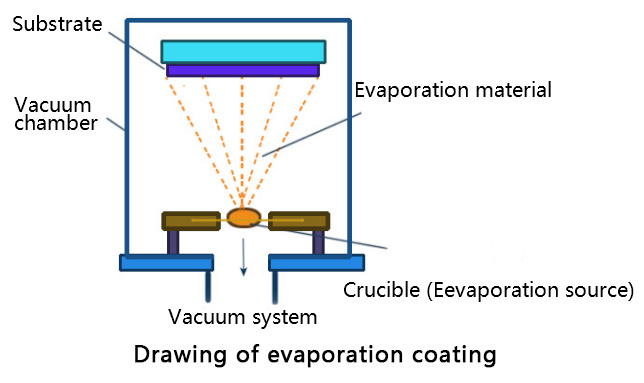
Vakuuma iztvaikošanas pārklāšanas iekārta galvenokārt sastāv no vakuuma kameras un evakuācijas sistēmas. Vakuuma kameras iekšpusē ir iztvaikošanas avots (t.i., iztvaikošanas sildītājs), substrāts un substrāta rāmis, substrāta sildītājs, izplūdes sistēma utt.
Pārklājuma materiāls tiek ievietots vakuuma kameras iztvaikošanas avotā, un augsta vakuuma apstākļos iztvaikošanas avots to silda, lai iztvaikotu. Kad tvaika molekulu vidējais brīvais diapazons ir lielāks par vakuuma kameras lineāro izmēru, plēves tvaika atomi un molekulas pēc iztvaikošanas avota virsmas izplūšanas reti saskaras ar citu molekulu vai atomu sadursmēm un tieši sasniedz pārklājamā substrāta virsmu. Substrāta zemās temperatūras dēļ plēves tvaika daļiņas kondensējas uz tā un veido plēvi.
Lai uzlabotu iztvaikošanas molekulu un substrāta saķeri, substrātu var aktivizēt ar atbilstošu karsēšanu vai jonu tīrīšanu. Vakuuma iztvaikošanas pārklājums iziet cauri šādiem fizikāliem procesiem, sākot no materiāla iztvaikošanas, transportēšanas līdz nogulsnēšanai plēvē.
(1) Izmantojot dažādus veidus, kā pārvērst citas enerģijas formas siltumenerģijā, plēves materiāls tiek uzkarsēts, lai iztvaikotu vai sublimētos gāzveida daļiņās (atomos, molekulās vai atomu kopās) ar noteiktu enerģijas daudzumu (no 0,1 līdz 0,3 eV).
(2) Gāzveida daļiņas atstāj plēves virsmu un tiek transportētas uz substrāta virsmu ar noteiktu kustības ātrumu, būtībā bez sadursmēm, taisnā līnijā.
(3) Gāzveida daļiņas, kas sasniedz substrāta virsmu, saplūst un veido kodolu, un pēc tam izaug cietfāzes plēvē.
(4) Plēvi veidojošo atomu reorganizācija vai ķīmiskā saistīšana.
2. Iztvaikošanas sildīšana
(1) Pretestības sildīšanas iztvaikošana
Iztvaikošana ar pretestības sildīšanu ir vienkāršākā un visbiežāk izmantotā sildīšanas metode, ko parasti piemēro pārklājuma materiāliem ar kušanas temperatūru zem 1500 ℃. Augstas kušanas temperatūras metāli stieples vai loksnes formā (W, Mo, Ti, Ta, bora nitrīds utt.) parasti tiek izgatavoti piemērotā iztvaikošanas avota formā, piepildīti ar iztvaikošanas materiāliem, izmantojot Džoula siltumu, lai izkausētu, iztvaicētu vai sublimētu pārklājuma materiālu. Iztvaikošanas avota forma galvenokārt ietver daudzdzīslu spirāli, U veida, sinusoīda, plānas plāksnes, laivas, konusa groza utt. Tajā pašā laikā metode prasa, lai iztvaikošanas avota materiālam būtu augsta kušanas temperatūra, zems piesātinājuma tvaika spiediens, stabilas ķīmiskās īpašības, ķīmiskas reakcijas trūkums ar pārklājuma materiālu augstā temperatūrā, laba karstumizturība, nelielas jaudas blīvuma izmaiņas utt. Tā izmanto lielu strāvu caur iztvaikošanas avotu, lai to uzkarsētu un iztvaicētu plēves materiāls, tieši sildot, vai ievietojot plēves materiālu tīģelī, kas izgatavots no grafīta un noteiktiem augstas temperatūras izturīgiem metālu oksīdiem (piemēram, A202, B0) un citiem materiāliem netiešai sildīšanai, lai iztvaikotu.
Pretestības sildīšanas iztvaikošanas pārklājumam ir ierobežojumi: ugunsizturīgiem metāliem ir zems tvaika spiediens, kas apgrūtina plānas plēves izveidi; dažus elementus ir viegli veidot sakausējumā ar sildīšanas stiepli; nav viegli iegūt vienmērīgu sakausējuma plēves sastāvu. Pateicoties vienkāršajai struktūrai, zemajai cenai un vieglajai darbībai, pretestības sildīšanas iztvaikošanas metode ir ļoti izplatīts iztvaikošanas metodes pielietojums.
(2) Elektronu staru sildīšanas iztvaikošana
Elektronu staru iztvaicēšana ir pārklājuma materiāla iztvaicēšanas metode, bombardējot to ar augstas enerģijas blīvuma elektronu staru, ievietojot to ar ūdeni dzesējamā vara tīģelī. Iztvaicēšanas avots sastāv no elektronu emisijas avota, elektronu paātrinājuma enerģijas avota, tīģeļa (parasti vara tīģeļa), magnētiskā lauka spoles un dzesēšanas ūdens komplekta utt. Šajā ierīcē uzkarsētais materiāls tiek ievietots ar ūdeni dzesējamā tīģelī, un elektronu stars bombardē tikai ļoti nelielu materiāla daļu, savukārt lielākā daļa atlikušā materiāla tīģeļa dzesēšanas efekta ietekmē paliek ļoti zemā temperatūrā, ko var uzskatīt par tīģeļa bombardēto daļu. Tādējādi elektronu staru sildīšanas metode iztvaicēšanai var novērst piesārņojumu starp pārklājuma materiālu un iztvaicēšanas avota materiālu.
Elektronu staru iztvaikošanas avota struktūru var iedalīt trīs veidos: taisnie lielgabali (bula lielgabali), gredzenveida lielgabali (elektriski novirzīti) un elektronu lielgabali (magnētiski novirzīti). Iztvaikošanas iekārtā var ievietot vienu vai vairākus tīģeļus, kas var vienlaikus vai atsevišķi iztvaicēt un nogulsnēt daudzas dažādas vielas.
Elektronu staru iztvaikošanas avotiem ir šādas priekšrocības.
① Elektronu staru bombardēšanas iztvaikošanas avota augstais staru kūļa blīvums var iegūt daudz lielāku enerģijas blīvumu nekā pretestības sildīšanas avots, kas var iztvaicēt materiālus ar augstu kušanas temperatūru, piemēram, W, Mo, Al2O3 utt.
②Pārklājuma materiāls tiek ievietots ar ūdeni dzesējamā vara tīģelī, kas var novērst iztvaikošanas avota materiāla iztvaikošanu un reakciju starp tiem.
③Siltumu var tieši pievadīt pārklājuma materiāla virsmai, kas palielina termisko efektivitāti un samazina siltuma vadīšanas un siltuma starojuma zudumus.
Elektronu staru sildīšanas iztvaikošanas metodes trūkums ir tāds, ka primārie elektroni no elektronu lielgabala un sekundārie elektroni no pārklājuma materiāla virsmas jonizē iztvaikojošos atomus un atlikušās gāzes molekulas, kas dažkārt ietekmē plēves kvalitāti.
(3) Augstas frekvences indukcijas sildīšanas iztvaikošana
Augstas frekvences indukcijas sildīšanas iztvaikošana ir tīģeļa ar pārklājuma materiālu ievietošana augstfrekvences spirālveida spoles centrā, lai pārklājuma materiāls augstfrekvences elektromagnētiskā lauka ietekmē radītu spēcīgu virpuļstrāvu un histerēzes efektu, kas izraisa plēves slāņa uzsilšanu, līdz tas iztvaiko un iztvaiko. Iztvaikošanas avots parasti sastāv no ar ūdeni dzesējamas augstfrekvences spoles un grafīta vai keramikas (magnija oksīda, alumīnija oksīda, bora oksīda utt.) tīģeļa. Augstas frekvences barošanas avots izmanto frekvenci no desmit tūkstošiem līdz vairākiem simtiem tūkstošu Hz, ieejas jauda ir no vairākiem līdz vairākiem simtiem kilovatu, jo mazāks ir membrānas materiāla tilpums, jo augstāka ir indukcijas frekvence. Indukcijas spole parasti tiek izgatavota no ar ūdeni dzesējamas vara caurules.
Augstas frekvences indukcijas sildīšanas iztvaikošanas metodes trūkums ir tāds, ka nav viegli precīzi regulēt ieejas jaudu, tai ir šādas priekšrocības.
① Augsts iztvaikošanas ātrums
② Iztvaikošanas avota temperatūra ir vienmērīga un stabila, tāpēc nav viegli radīt pārklājuma pilienu šļakatu parādību, un tas var arī novērst caurumu veidošanos uz nogulsnētās plēves.
③ Iztvaikošanas avots tiek ielādēts vienreiz, un temperatūru ir samērā viegli un vienkārši kontrolēt.
Publicēšanas laiks: 2022. gada 28. oktobris