

עקרון ציפוי אידוי ואקום
1. ציוד ותהליך פיזי של ציפוי אידוי בוואקום
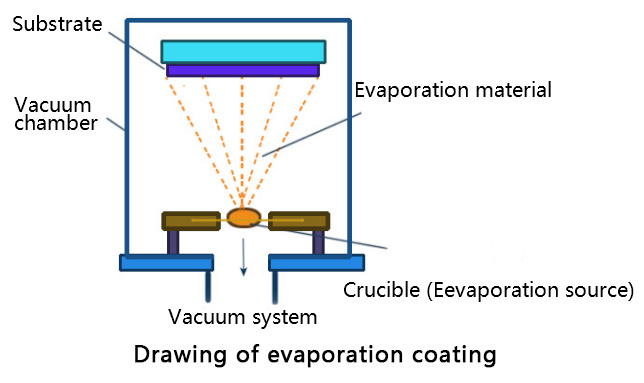
ציוד ציפוי אידוי בוואקום מורכב בעיקר מתא ואקום ומערכת פינוי. בתוך תא הוואקום ישנם מקור אידוי (כלומר מחמם אידוי), מצע ומסגרת מצע, מחמם מצע, מערכת פליטה וכו'.
חומר הציפוי ממוקם במקור האידוי של תא הוואקום, ובתנאי ואקום גבוהים, הוא מחומם על ידי מקור האידוי כדי להתאדות. כאשר טווח החופש הממוצע של מולקולות האדים גדול מהגודל הליניארי של תא הוואקום, לאחר שהאטומים והמולקולות של אדי הסרט נמלטים מפני השטח של מקור האידוי, הם כמעט ולא מושפעים מהתנגשות של מולקולות או אטומים אחרים, ומגיעים ישירות לפני השטח של המצע המיועד לציפוי. בשל הטמפרטורה הנמוכה של המצע, חלקיקי אדי הסרט מתעבים עליו ויוצרים סרט.
על מנת לשפר את ההידבקות של מולקולות אידוי למצע, ניתן להפעיל את המצע על ידי חימום מתאים או ניקוי יונים. ציפוי אידוי בוואקום עובר את התהליכים הפיזיקליים הבאים, החל מאידוי החומר, דרך הובלה ועד ליצירתו בשכבה.
(1) באמצעות דרכים שונות להמרת צורות אנרגיה אחרות לאנרגיה תרמית, חומר הסרט מחומם כדי להתאדות או להתעבות לחלקיקים גזיים (אטומים, מולקולות או צבירים אטומיים) עם כמות מסוימת של אנרגיה (0.1 עד 0.3 eV).
(2) חלקיקים גזיים עוזבים את פני השטח של הסרט ומועברים אל פני השטח של המצע במהירות תנועה מסוימת, למעשה ללא התנגשות, בקו ישר.
(3) החלקיקים הגזיים המגיעים לפני השטח של המצע מתלכדים ומתגרענים, ולאחר מכן גדלים לשכבה מוצקה.
(4) ארגון מחדש או קשר כימי של האטומים המרכיבים את הסרט.
2、חימום אידוי
(1) אידוי חימום התנגדותי
אידוי חימום בהתנגדות הוא שיטת החימום הפשוטה והנפוצה ביותר, ובדרך כלל מיושמת על חומרי ציפוי עם נקודת התכה מתחת ל-1500℃. מתכות בעלות נקודת התכה גבוהה בצורת חוט או יריעה (W, Mo, Ti, Ta, בורון ניטריד וכו') מיוצרות בדרך כלל לצורה מתאימה של מקור אידוי, טעונות בחומרי אידוי, באמצעות חום ג'אול של זרם חשמלי כדי להמיס, לאדות או להעשיר את חומר הציפוי. צורת מקור האידוי כוללת בעיקר ספירלה רב-גדילית, בצורת U, גל סינוס, לוח דק, סירה, סל חרוט וכו'. במקביל, השיטה דורשת מחומר מקור האידוי נקודת התכה גבוהה, לחץ אדים רוויה נמוך, תכונות כימיות יציבות, ללא תגובה כימית עם חומר הציפוי בטמפרטורה גבוהה, עמידות טובה בחום, שינוי קטן בצפיפות ההספק וכו'. היא מאמצת זרם גבוה דרך מקור האידוי כדי לגרום לו להתחמם ולאדות את חומר הסרט על ידי חימום ישיר, או להכניס את חומר הסרט לכור היתוך העשוי מגרפיט ותחמוצות מתכת עמידות לטמפרטורה גבוהה (כגון A202, B0) וחומרים אחרים לחימום עקיף כדי לאדות.
לציפוי אידוי בחימום התנגדות יש מגבלות: למתכות עקשנות יש לחץ אדים נמוך, מה שקשה לייצר שכבה דקה; חלק מהיסודות יוצרים בקלות סגסוגת בעזרת חוט חימום; לא קל להשיג הרכב אחיד של שכבת הסגסוגת. בשל המבנה הפשוט, המחיר הנמוך ותפעול קל של שיטת האידוי בחימום התנגדות, זוהי שיטת אידוי נפוצה מאוד.
(2) אידוי חימום באמצעות קרן אלקטרונים
אידוי באמצעות אלומת אלקטרונים היא שיטה לאידוי חומר הציפוי על ידי הפצצת אלומת אלקטרונים בצפיפות אנרגיה גבוהה על ידי הנחתה בכור היתוך נחושת מקורר במים. מקור האידוי מורכב ממקור פליטת אלקטרונים, מקור כוח להאצת אלקטרונים, כור היתוך (בדרך כלל כור היתוך נחושת), סליל שדה מגנטי ומערכת מי קירור וכו'. במכשיר זה, החומר המחומם ממוקם בכור היתוך מקורר במים, ואלומת האלקטרונים מפגיזה רק חלק קטן מאוד מהחומר, בעוד שרוב החומר הנותר נשאר בטמפרטורה נמוכה מאוד תחת אפקט הקירור של כור היתוך, שניתן להתייחס אליו כחלק המופגז של כור היתוך. לפיכך, שיטת חימום אלומת אלקטרונים לאידוי יכולה למנוע זיהום בין חומר הציפוי לחומר מקור האידוי.
ניתן לחלק את מבנה מקור האידוי של אלומת האלקטרונים לשלושה סוגים: תותחים ישרים (תותחי בולס), תותחי טבעת (מוסטים חשמלית) ותותחים אלקטרוניים (מוסטים מגנטית). ניתן להציב כור היתוך אחד או יותר במתקן אידוי, אשר יכול לאדות ולשקוע חומרים רבים ושונים בו זמנית או בנפרד.
למקורות אידוי של אלומת אלקטרונים יש את היתרונות הבאים.
① צפיפות הקרן הגבוהה של מקור האידוי של הפצצת אלומת אלקטרונים יכולה להשיג צפיפות אנרגיה גדולה בהרבה ממקור חימום התנגדותי, שיכול לאדות חומרים בעלי נקודת התכה גבוהה, כגון W, Mo, Al2O3 וכו'.
② חומר הציפוי ממוקם בתוך כור היתוך נחושת מקורר במים, אשר יכול למנוע את אידוי חומר מקור האידוי ואת התגובה ביניהם.
③ ניתן להוסיף חום ישירות לפני השטח של חומר הציפוי, מה שהופך את היעילות התרמית לגבוהה ואת אובדן הולכת החום וקרינת החום לנמוך.
החיסרון של שיטת אידוי חימום באמצעות אלומת אלקטרונים הוא שהאלקטרונים הראשוניים מתותח האלקטרונים והאלקטרונים המשניים מפני השטח של חומר הציפוי ייננו את האטומים המתאדים ואת מולקולות הגז השיוריות, דבר שיפגע לעיתים באיכות הסרט.
(3) אידוי חימום אינדוקציה בתדירות גבוהה
אידוי חימום אינדוקציה בתדר גבוה הוא הצבת כור ההיתוך עם חומר הציפוי במרכז סליל הספירלה בתדר גבוה, כך שחומר הציפוי יוצר זרם מערבולת חזק ואפקט היסטרזיס תחת אינדוקציה של שדה אלקטרומגנטי בתדר גבוה, מה שגורם לשכבת הסרט להתחמם עד שהיא מתאדה ומתאדה. מקור האידוי מורכב בדרך כלל מסליל תדר גבוה מקורר במים ומכור היתוך גרפיט או קרמי (תחמוצת מגנזיום, תחמוצת אלומיניום, תחמוצת בורון וכו'). ספק הכוח בתדר גבוה משתמש בתדר של עשרת אלפים עד כמה מאות אלפי הרץ, הספק הקלט הוא כמה עד כמה מאות קילוואט, ככל שנפח חומר הממברנה קטן יותר, כך תדר האינדוקציה גבוה יותר. תדר סליל האינדוקציה עשוי בדרך כלל מצינור נחושת מקורר במים.
החיסרון של שיטת אידוי חימום אינדוקציה בתדר גבוה הוא שלא קל לכוונן את עוצמת הקלט בצורה מדויקת, ויש לה את היתרונות הבאים.
①קצב אידוי גבוה
②הטמפרטורה של מקור האידוי אחידה ויציבה, כך שלא קל לייצר את תופעת התזת טיפות הציפוי, והיא יכולה גם למנוע את תופעת חורי הסיכה על הסרט המופקד.
③ מקור האידוי נטען פעם אחת, והטמפרטורה קלה ופשוטה יחסית לשליטה.
זמן פרסום: 28 באוקטובר 2022