

Helsta einkenni lofttæmisuppgufunaraðferðarinnar fyrir útfellingu filmu er mikil útfellingarhraði. Helsta einkenni spúttunaraðferðarinnar er fjölbreytt úrval filmuefna og góð einsleitni filmulagsins, en útfellingarhraðinn er lágur. Jónhúðun er aðferð sem sameinar þessi tvö ferli.
Meginregla jónhúðunar og skilyrði fyrir myndun filmu
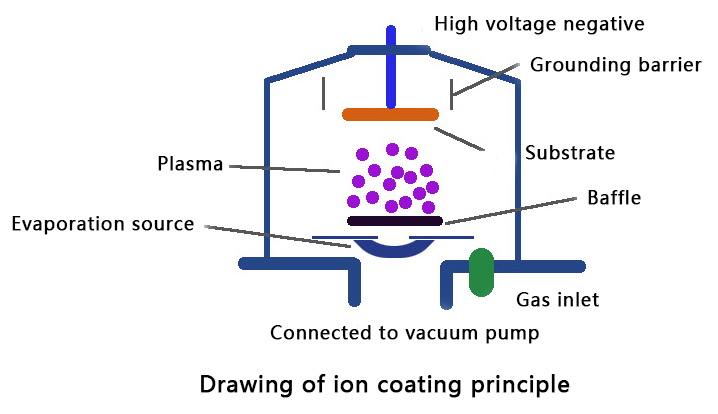
Virkni jónhúðunar er sýnd á myndinni. Lofttæmishólfið er dælt upp í þrýsting undir 10-4 Pa og síðan fyllt með óvirku gasi (t.d. argoni) upp í 0,1~1 Pa þrýsting. Eftir að neikvæð jafnspenna allt að 5 kV er sett á undirlagið myndast lágþrýstingsglóandi útblástursplasmasvæði milli undirlagsins og deiglunnar. Óvirku gasjónirnar eru hraðaðar af rafsviðinu og skjóta á yfirborð undirlagsins og hreinsa þannig yfirborð vinnustykkisins. Eftir að þessu hreinsunarferli er lokið hefst húðunarferlið með uppgufun efnisins sem á að húða í deiglunni. Gufuagnirnar fara inn í plasmasvæðið og rekast á sundraðar jákvæðar óvirkar jónir og rafeindir, og sumar gufuagnirnar sundrast og skjóta á vinnustykkið og húðunaryfirborðið undir hröðun rafsviðsins. Í jónhúðunarferlinu á sér ekki aðeins stað heldur einnig spútrun jákvæðra jóna á undirlaginu, þannig að þunna filmu getur aðeins myndast þegar útfellingaráhrifin eru meiri en spútrunaráhrifin.
Jónhúðunarferlið, þar sem undirlagið er alltaf sprengt með orkuríkum jónum, er mjög hreint og hefur fjölda kosta samanborið við spútrun og uppgufunarhúðun.
(1) Sterk viðloðun, húðunarlagið flagnar ekki auðveldlega af.
(a) Í jónhúðunarferlinu eru fjölmargar orkumiklar agnir, sem myndast við glóútskrift, notaðar til að framleiða kaþóðíska spúttunaráhrif á yfirborð undirlagsins, sem spúttar og hreinsar gas og olíu sem hefur safnast fyrir á yfirborði undirlagsins til að hreinsa yfirborð undirlagsins þar til öllu húðunarferlinu er lokið.
(b) Á fyrstu stigum húðunar eiga sér stað samhliða spútrun og útfelling, sem getur myndað umskiptislag af íhlutum á snertifleti filmugrunnsins eða blöndu af filmuefninu og grunnefninu, kallað „sýndardreifingarlag“, sem getur á áhrifaríkan hátt bætt viðloðunargetu filmunnar.
(2) Góð umlykjandi eiginleikar. Ein ástæða er sú að frumeindir húðunarefnisins eru jónaðar undir miklum þrýstingi og rekast á gassameindir nokkrum sinnum á meðan þær ná til undirlagsins, þannig að jónir húðunarefnisins geta dreifst um undirlagið. Að auki setjast jónuðu frumeindir húðunarefnisins á yfirborð undirlagsins undir áhrifum rafsviðs, þannig að allt undirlagið myndar þunna filmu, en uppgufunarhúðun getur ekki náð þessum áhrifum.
(3) Hágæði húðunarinnar stafa af úðun þéttivatns sem stafar af stöðugri sprengjuárás jákvæðra jóna á útfellda filmuna, sem bætir þéttleika húðunarlagsins.
(4) Hægt er að húða fjölbreytt úrval af húðunarefnum og undirlögum á málm- eða málmlaus efni.
(5) Í samanburði við efnagufuútfellingu (CVD) hefur hún lægri undirlagshita, yfirleitt undir 500°C, en viðloðunarstyrkur hennar er fullkomlega sambærilegur við efnagufuútfellingarfilmur.
(6) Hátt útfellingarhraði, hröð filmumyndun og þykkt filmuhúðunar getur verið frá tugum nanómetra upp í míkron.
Ókostir jónhúðunar eru: ekki er hægt að stjórna þykkt filmunnar nákvæmlega; styrkur galla er mikill þegar fínhúðun er nauðsynleg; og lofttegundir munu komast inn á yfirborðið við húðun, sem breytir yfirborðseiginleikum. Í sumum tilfellum myndast einnig holrými og kjarnar (minni en 1 nm).
Hvað varðar útfellingarhraða er jónhúðun sambærileg við uppgufunaraðferðina. Hvað varðar gæði filmunnar eru filmurnar sem framleiddar eru með jónhúðun svipaðar eða betri en þær sem framleiddar eru með spútrun.
Birtingartími: 8. nóvember 2022