

Princip vakuumskog isparavanja premaza
1. Oprema i fizički proces nanošenja premaza vakuumskim isparavanjem
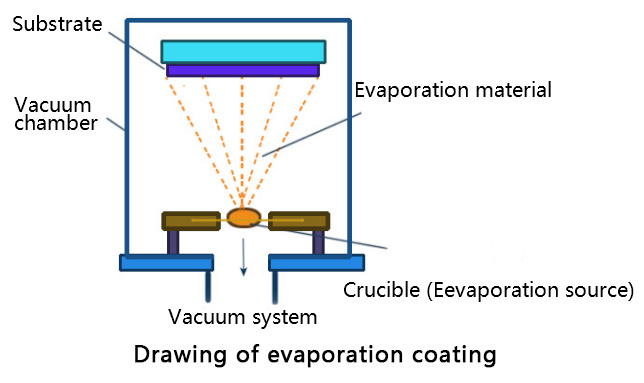
Oprema za vakuumsko isparavanje premaza uglavnom se sastoji od vakuumske komore i sustava za evakuaciju. Unutar vakuumske komore nalaze se izvor isparavanja (tj. grijač isparavanja), podloga i okvir podloge, grijač podloge, ispušni sustav itd.
Materijal za premazivanje se stavlja u izvor isparavanja vakuumske komore i pod uvjetima visokog vakuuma zagrijava se izvorom isparavanja kako bi ispario. Kada je prosječni slobodni domet molekula pare veći od linearne veličine vakuumske komore, nakon što atomi i molekule filmske pare izađu s površine izvora isparavanja, rijetko su ometani sudarima drugih molekula ili atoma te izravno dosežu površinu podloge koja se premazuje. Zbog niske temperature podloge, čestice filmske pare kondenziraju se na njoj i tvore film.
Kako bi se poboljšala adhezija molekula isparavanja i podloge, podloga se može aktivirati odgovarajućim zagrijavanjem ili ionskim čišćenjem. Premaz vakuumskim isparavanjem prolazi kroz sljedeće fizičke procese, od isparavanja materijala, transporta do taloženja u film.
(1) Korištenjem različitih načina pretvaranja drugih oblika energije u toplinsku energiju, filmski materijal se zagrijava kako bi ispario ili sublimirao u plinovite čestice (atome, molekule ili atomske klastere) s određenom količinom energije (0,1 do 0,3 eV).
(2) Plinovite čestice napuštaju površinu filma i prenose se na površinu podloge određenom brzinom kretanja, u biti bez sudara, u ravnoj liniji.
(3) Plinovite čestice koje dopiru do površine supstrata spajaju se i nukleiraju, a zatim rastu u film čvrste faze.
(4) Reorganizacija ili kemijsko vezanje atoma koji čine film.
2, Grijanje isparavanjem
(1) Otporno zagrijavanje isparavanjem
Otporno zagrijavanje i isparavanje je najjednostavnija i najčešće korištena metoda zagrijavanja, općenito primjenjiva na materijale za premaze s talištem ispod 1500 ℃. Metali s visokim talištem u obliku žice ili lima (W, Mo, Ti, Ta, borov nitrid itd.) obično se izrađuju u prikladan oblik izvora isparavanja, napunjeni materijalima za isparavanje, pomoću Jouleove topline električne struje za taljenje, isparavanje ili sublimaciju materijala za prevlačenje. Oblik izvora isparavanja uglavnom uključuje višestruku spiralu, U-oblik, sinusni val, tanku ploču, brodić, konusnu košaru itd. Istovremeno, metoda zahtijeva da materijal izvora isparavanja ima visoku točku taljenja, nizak tlak zasićene pare, stabilna kemijska svojstva, da ne reagira kemijski s materijalom premaza na visokim temperaturama, da ima dobru otpornost na toplinu, malu promjenu gustoće snage itd. Usvaja visoku struju kroz izvor isparavanja kako bi se zagrijao i ispario filmski materijal izravnim zagrijavanjem ili se filmski materijal stavlja u lončić izrađen od grafita i određenih metalnih oksida otpornih na visoke temperature (kao što su A202, B0) i drugih materijala za neizravno zagrijavanje radi isparavanja.
Premaz otpornim zagrijavanjem i isparavanjem ima ograničenja: vatrostalni metali imaju nizak tlak pare, što je teško napraviti tanki film; neki elementi lako formiraju leguru s grijaćom žicom; nije lako dobiti ujednačen sastav legure. Zbog jednostavne strukture, niske cijene i jednostavnog rukovanja metodom otpornog zagrijavanja i isparavanja, to je vrlo česta primjena metode isparavanja.
(2) Isparavanje zagrijavanjem elektronskim snopom
Isparavanje elektronskim snopom je metoda isparavanja materijala premaza bombardiranjem elektronskim snopom visoke gustoće energije postavljanjem u vodom hlađeni bakreni lonac. Izvor isparavanja sastoji se od izvora emisije elektrona, izvora energije za ubrzanje elektrona, lonca (obično bakrenog lonca), zavojnice magnetskog polja i seta za rashladnu vodu itd. U ovom uređaju, zagrijani materijal se stavlja u vodom hlađeni lonac, a elektronski snop bombardira samo vrlo mali dio materijala, dok većina preostalog materijala ostaje na vrlo niskoj temperaturi pod učinkom hlađenja lonca, što se može smatrati bombardiranim dijelom lonca. Dakle, metoda zagrijavanja elektronskim snopom za isparavanje mogla bi izbjeći kontaminaciju između materijala premaza i materijala izvora isparavanja.
Struktura izvora isparavanja elektronskim snopom može se podijeliti u tri vrste: ravni topovi (Boulesovi topovi), prstenasti topovi (električno otklonjeni) i elektronički topovi (magnetski otklonjeni). U uređaj za isparavanje može se postaviti jedan ili više lončića, koji mogu isparavati i taložiti mnogo različitih tvari istovremeno ili odvojeno.
Izvori isparavanja elektronskim snopom imaju sljedeće prednosti.
①Visoka gustoća snopa izvora isparavanja bombardiranja elektronskim snopom može postići daleko veću gustoću energije od izvora otpornog grijanja, koji može isparavati materijale s visokim talištem, poput W, Mo, Al2O3 itd.
②Materijal za premazivanje stavlja se u bakreni lončić hlađen vodom, što može spriječiti isparavanje izvora isparavanja i reakciju između njih.
③Toplina se može izravno dovoditi na površinu materijala premaza, što povećava toplinsku učinkovitost, a gubitak toplinske vodljivosti i toplinskog zračenja smanjuje.
Nedostatak metode isparavanja zagrijavanjem elektronskim snopom je taj što primarni elektroni iz elektronskog topa i sekundarni elektroni s površine materijala premaza ioniziraju atome koji isparavaju i molekule preostalog plina, što ponekad utječe na kvalitetu filma.
(3) Visokofrekventno indukcijsko zagrijavanje isparavanjem
Visokofrekventno indukcijsko zagrijavanje isparavanjem podrazumijeva postavljanje lončića s materijalom za premazivanje u središte visokofrekventne spiralne zavojnice, tako da materijal za premazivanje generira jake vrtložne struje i histerezni efekt pod indukcijom visokofrekventnog elektromagnetskog polja, što uzrokuje zagrijavanje sloja filma dok se ne ispari i ne ispari. Izvor isparavanja obično se sastoji od vodom hlađene visokofrekventne zavojnice i grafitnog ili keramičkog (magnezijev oksid, aluminijev oksid, borov oksid itd.) lončića. Visokofrekventni izvor napajanja koristi frekvenciju od deset tisuća do nekoliko stotina tisuća Hz, ulazna snaga je nekoliko do nekoliko stotina kilovata, što je manji volumen membranskog materijala, to je veća indukcijska frekvencija. Frekvencija indukcijske zavojnice obično je izrađena od vodom hlađene bakrene cijevi.
Nedostatak metode visokofrekventnog indukcijskog zagrijavanja i isparavanja je taj što nije lako fino podesiti ulaznu snagu, a ima sljedeće prednosti.
①Visoka brzina isparavanja
②Temperatura izvora isparavanja je ujednačena i stabilna, tako da nije lako proizvesti fenomen prskanja kapljica premaza, a također se može izbjeći fenomen rupica na nanesenom filmu.
③Izvor isparavanja se puni jednom, a temperatura je relativno lako i jednostavno kontrolirati.
Vrijeme objave: 28. listopada 2022.