

Kilede sadestamise vaakumaurustamismeetodi peamine omadus on kõrge sadestamiskiirus. Pihustusmeetodi peamine omadus on lai valik saadaolevaid kilematerjale ja kilekihi hea ühtlus, kuid sadestamiskiirus on madal. Ioonkatmine on meetod, mis ühendab need kaks protsessi.
Ioonkatte põhimõte ja kile moodustumise tingimused
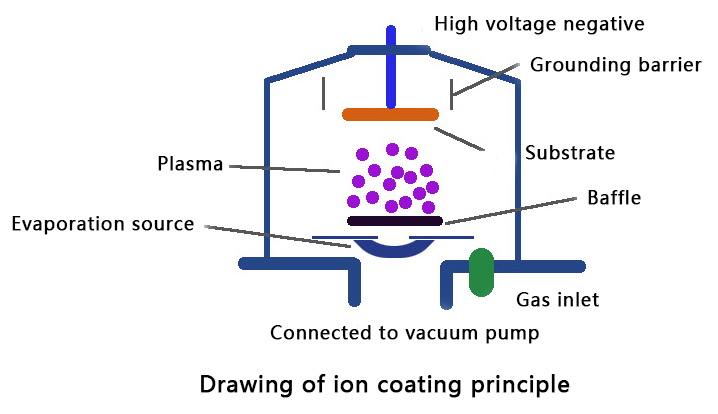
Ioonkatmise tööpõhimõte on näidatud joonisel. Vaakumkamber pumbatakse rõhuni alla 10⁻⁸ Pa ja seejärel täidetakse inertse gaasiga (nt argoon) rõhuni 0,1–1 Pa. Pärast substraadile kuni 5 kV negatiivse alalispinge rakendamist tekib substraadi ja tiigli vahele madalrõhu gaasi hõõglahendusplasmatsoon. Inertgaasi ioonid kiirendatakse elektrivälja abil ja pommitatakse substraadi pinda, puhastades seeläbi töödeldava detaili pinda. Pärast selle puhastusprotsessi lõppu algab katmisprotsess kaetava materjali aurustamisega tiiglis. Aurustatud auruosakesed sisenevad plasmatsooni ja põrkuvad dissotsieerunud inertsete positiivsete ioonide ja elektronidega ning osa auruosakestest dissotsieerub ja pommitab elektrivälja kiirenduse mõjul töödeldavat detaili ja katmispinda. Ioonkatmisprotsessis toimub lisaks positiivsete ioonide sadestumisele ka substraadile pihustamine, seega saab õhuke kile moodustuda ainult siis, kui sadestumisefekt on suurem kui pihustamisefekt.
Ioonkatmisprotsess, mille käigus substraati pommitatakse pidevalt suure energiaga ioonidega, on väga puhas ja sellel on mitmeid eeliseid võrreldes pihustus- ja aurustuskatmisega.
(1) Tugev nakkuvus, kattekiht ei kooru kergesti maha.
(a) Ioonkatmisprotsessis kasutatakse hõõglahenduse tekitatud suurt hulka suure energiaga osakesi, et tekitada aluspinnale katoodne pihustamisefekt, pritsides ja puhastades aluspinna pinnale adsorbeerunud gaasi ja õli, et puhastada aluspinna pinda, kuni kogu katmisprotsess on lõppenud.
(b) Katmise algstaadiumis esinevad samaaegselt pritsimine ja sadestamine, mis võivad moodustada kile aluse liidesele komponentide üleminekukihi või kilematerjali ja alusmaterjali segu, mida nimetatakse pseudodifusioonkihiks ja mis parandab tõhusalt kile adhesioonivõimet.
(2) Head ümbritsevad omadused. Üks põhjus on see, et kattematerjali aatomid ioniseeruvad kõrge rõhu all ja põrkuvad aluspinnale jõudmise protsessi käigus mitu korda gaasimolekulidega, nii et kattematerjali ioonid võivad aluspinnale laiali hajuda. Lisaks ladestuvad ioniseeritud kattematerjali aatomid elektrivälja toimel aluspinna pinnale, nii et kogu aluspind sadestub õhukese kilega, kuid aurustuskatmine ei suuda seda efekti saavutada.
(3) Katte kõrge kvaliteet tuleneb kondensaatide pritsimisest, mis on põhjustatud sadestunud kile pidevast pommitamises positiivsete ioonidega, mis parandab kattekihi tihedust.
(4) Metallilistele või mittemetallilistele materjalidele saab katta laia valikut kattematerjale ja aluspindu.
(5) Võrreldes keemilise aurustamise-sadestamisega (CVD) on sellel madalam aluspinna temperatuur, tavaliselt alla 500 °C, kuid selle adhesioonitugevus on täielikult võrreldav keemilise aurustamise-sadestamise kiledega.
(6) Suur sadestumiskiirus, kiire kile moodustumine ja kilede katmise paksus kümnetest nanomeetritest mikroniteni.
Ioonkatmise puudused on järgmised: kile paksust ei saa täpselt kontrollida; peene katmise vajaduse korral on defektide kontsentratsioon suur; ja katmise ajal pinnale tungivad gaasid, mis muudavad pinna omadusi. Mõnel juhul tekivad ka õõnsused ja tuumad (alla 1 nm).
Sadestumise kiiruse poolest on ioonkatmine võrreldav aurustamismeetodiga. Kile kvaliteedi poolest on ioonkatmisega saadud kiled lähedased või paremad kui pihustamisega valmistatud kiled.
Postituse aeg: 08.11.2022