

Princippet for vakuumfordampningsbelægning
1. Udstyr og fysisk proces til vakuumfordampningsbelægning
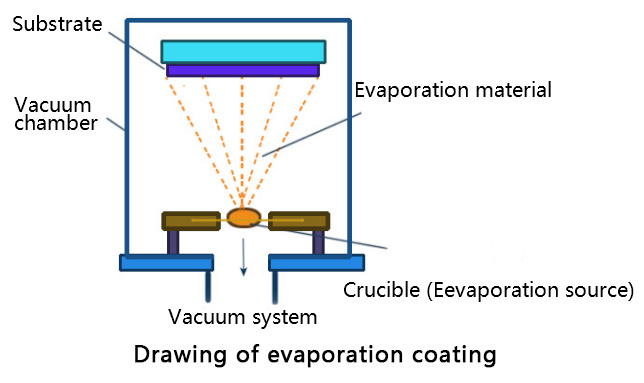
Vakuumfordampningsbelægningsudstyret består hovedsageligt af et vakuumkammer og et evakueringssystem. Inde i vakuumkammeret er der fordampningskilde (dvs. fordampningsvarmer), substrat og substratramme, substratvarmer, udstødningssystem osv.
Belægningsmaterialet placeres i vakuumkammerets fordampningskilde, og under høje vakuumforhold opvarmes det af fordampningskilden for at fordampe. Når dampmolekylernes gennemsnitlige frie rækkevidde er større end vakuumkammerets lineære størrelse, hindres atomerne og molekylerne i filmdampen, der slipper ud fra fordampningskildens overflade, sjældent af kollisionen med andre molekyler eller atomer og når direkte overfladen af det substrat, der skal belægges. På grund af substratets lave temperatur kondenseres filmdamppartiklerne på det og danner en film.
For at forbedre vedhæftningen af fordampningsmolekyler og substrat kan substratet aktiveres ved korrekt opvarmning eller ionrensning. Vakuumfordampningsbelægning gennemgår følgende fysiske processer fra materialefordampning, transport til aflejring i en film.
(1) Ved at bruge forskellige metoder til at omdanne andre former for energi til termisk energi opvarmes filmmaterialet for at fordampe eller sublimere til gasformige partikler (atomer, molekyler eller atomklynger) med en vis mængde energi (0,1 til 0,3 eV).
(2) Gasformige partikler forlader filmens overflade og transporteres til substratets overflade med en bestemt bevægelseshastighed, stort set uden kollision, i en lige linje.
(3) De gasformige partikler, der når substratets overflade, smelter sammen og danner kim, hvorefter de vokser til en fastfasefilm.
(4) Reorganisering eller kemisk binding af de atomer, der udgør filmen.
2. Fordampningsopvarmning
(1) Modstandsopvarmningsfordampning
Modstandsopvarmning er den enkleste og mest almindeligt anvendte opvarmningsmetode, der generelt kan anvendes til belægningsmaterialer med smeltepunkter under 1500 ℃. Metaller med højt smeltepunkt i tråd- eller pladeform (W, Mo, Ti, Ta, bornitrid osv.) fremstilles normalt i en passende form for fordampningskilde, fyldt med fordampningsmaterialer, der ved hjælp af Joule-varme fra elektrisk strøm smelter, fordamper eller sublimerer belægningsmaterialet. Fordampningskildens form omfatter hovedsageligt flerstrenget spiral, U-formet, sinusbølge, tynd plade, båd, keglekurv osv. Samtidig kræver metoden, at fordampningskildematerialet har et højt smeltepunkt, lavt mætningsdamptryk, stabile kemiske egenskaber, ikke har kemisk reaktion med belægningsmaterialet ved høj temperatur, god varmebestandighed, lille ændring i effekttæthed osv. Den anvender høj strøm gennem fordampningskilden for at opvarme og fordampe filmmaterialet ved direkte opvarmning, eller filmmaterialet placeres i en digel lavet af grafit og visse højtemperaturbestandige metaloxider (såsom A202, B0) og andre materialer til indirekte opvarmning for at fordampe.
Modstandsopvarmningsfordampning har begrænsninger: Ildfaste metaller har lavt damptryk, hvilket er vanskeligt at lave en tynd film; nogle elementer er lette at danne en legering med varmetråden; det er ikke let at opnå en ensartet sammensætning af legeringsfilmen. På grund af den enkle struktur, lave pris og nemme betjening af modstandsopvarmningsfordampningsmetoden er det en meget almindelig anvendelse af fordampningsmetoden.
(2) Fordampning ved elektronstråleopvarmning
Elektronstrålefordampning er en metode til at fordampe belægningsmaterialet ved at bombardere det med en elektronstråle med høj energitæthed ved at placere det i en vandkølet kobberdigel. Fordampningskilden består af en elektronemissionskilde, en elektronaccelerationsstrømkilde, en digel (normalt en kobberdigel), en magnetfeltspole og et kølevandssæt osv. I denne enhed placeres det opvarmede materiale i en vandkølet digel, og elektronstrålen bombarderer kun en meget lille del af materialet, mens det meste af det resterende materiale forbliver ved en meget lav temperatur under diglens køleeffekt, hvilket kan betragtes som den bombarderede del af diglen. Således kan metoden med elektronstråleopvarmning til fordampning undgå kontaminering mellem belægningsmaterialet og fordampningskildematerialet.
Strukturen af elektronstrålefordampningskilden kan opdeles i tre typer: lige kanoner (Boules-kanoner), ringkanoner (elektrisk afbøjede) og e-kanoner (magnetisk afbøjede). En eller flere digler kan placeres i et fordampningsanlæg, som kan fordampe og aflejre mange forskellige stoffer samtidigt eller separat.
Elektronstrålefordampningskilder har følgende fordele.
①Den høje stråledensitet fra elektronstrålebombardementfordampningskilden kan opnå en langt større energidensitet end modstandsopvarmningskilden, som kan fordampe materialer med højt smeltepunkt, såsom W, Mo, Al2O3 osv.
②Belægningsmaterialet placeres i en vandkølet kobberdigel, hvilket kan forhindre fordampning af fordampningskildematerialet og reaktionen mellem dem.
③ Varme kan tilføres direkte til overfladen af belægningsmaterialet, hvilket gør den termiske effektivitet høj og tabet af varmeledning og varmestråling lavt.
Ulempen ved elektronstråleopvarmning og fordampningsmetoden er, at de primære elektroner fra elektronkanonen og de sekundære elektroner fra overfladen af belægningsmaterialet vil ionisere de fordampende atomer og resterende gasmolekyler, hvilket til tider vil påvirke filmens kvalitet.
(3) Fordampning af højfrekvent induktionsopvarmning
Højfrekvent induktionsopvarmningsfordampning går ud på at placere diglen med belægningsmateriale i midten af den højfrekvente spiralspole, således at belægningsmaterialet genererer en stærk hvirvelstrøm og hystereseeffekt under induktion af et højfrekvent elektromagnetisk felt, hvilket får filmlaget til at opvarmes, indtil det fordamper. Fordampningskilden består generelt af en vandkølet højfrekvent spole og en grafit- eller keramikdigel (magnesiumoxid, aluminiumoxid, boroxid osv.). Højfrekvent strømforsyning bruger en frekvens på ti tusinde til flere hundrede tusinde Hz, og indgangseffekten er flere til flere hundrede kilowatt, og jo mindre membranmaterialets volumen er, desto højere er induktionsfrekvensen. Induktionsspolens frekvens er normalt lavet af vandkølede kobberrør.
Ulempen ved højfrekvent induktionsvarmefordampningsmetoden er, at det ikke er let at finjustere indgangseffekten, den har følgende fordele.
①Høj fordampningshastighed
② Temperaturen på fordampningskilden er ensartet og stabil, så det er ikke let at frembringe fænomenet med sprøjt af belægningsdråber, og det kan også undgå fænomenet med små huller på den aflejrede film.
③Fordampningskilden påfyldes én gang, og temperaturen er relativt nem og enkel at kontrollere.
Opslagstidspunkt: 28. oktober 2022