

الميزة الرئيسية لطريقة التبخير الفراغي لترسيب الأغشية هي معدل الترسيب العالي. أما طريقة الرش، فتتمثل في تنوع مواد الأغشية المتاحة وتجانس طبقاتها، إلا أن معدل الترسيب منخفض. يجمع الطلاء الأيوني بين هاتين العمليتين.
مبدأ طلاء الأيونات وظروف تكوين الفيلم
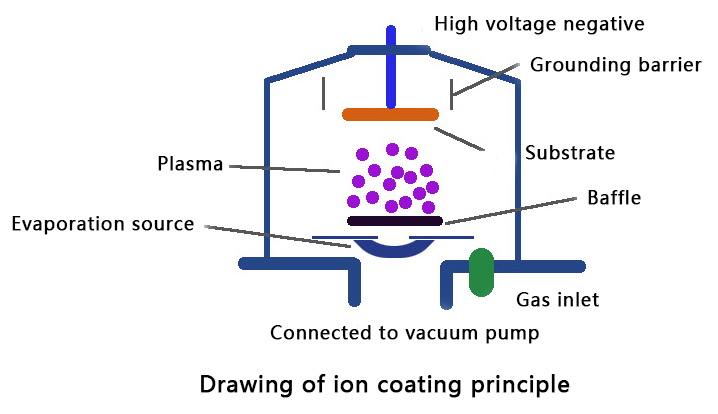
يوضح الشكل مبدأ عمل طلاء الأيونات. تُضخ حجرة التفريغ إلى ضغط أقل من 10-4 باسكال، ثم تُملأ بغاز خامل (مثل الأرجون) إلى ضغط يتراوح بين 0.1 و1 باسكال. بعد تطبيق جهد تيار مستمر سالب يصل إلى 5 كيلو فولت على الركيزة، تنشأ منطقة بلازما بتفريغ توهج غازي منخفض الضغط بين الركيزة والبوتقة. تُسرّع أيونات الغاز الخامل بواسطة المجال الكهربائي وتقصف سطح الركيزة، مما يُنظف سطح قطعة العمل. بعد اكتمال عملية التنظيف هذه، تبدأ عملية الطلاء بتبخير المادة المراد طلائها في البوتقة. تدخل جزيئات البخار المتبخرة إلى منطقة البلازما وتصطدم بالأيونات الموجبة الخاملة والإلكترونات، وتتفكك بعض جزيئات البخار وتقصف قطعة العمل وسطح الطلاء تحت تأثير تسارع المجال الكهربائي. في عملية طلاء الأيونات، لا يحدث ترسيب فقط ولكن أيضًا رش للأيونات الموجبة على الركيزة، وبالتالي لا يمكن تشكيل الفيلم الرقيق إلا عندما يكون تأثير الترسيب أكبر من تأثير الرش.
إن عملية طلاء الأيونات، والتي يتم فيها قصف الركيزة دائمًا بأيونات عالية الطاقة، نظيفة للغاية ولها عدد من المزايا مقارنة بالرش والطلاء بالتبخير.
(1) التصاق قوي، طبقة الطلاء لا تتقشر بسهولة.
(أ) في عملية طلاء الأيونات، يتم استخدام عدد كبير من الجسيمات عالية الطاقة الناتجة عن التفريغ المتوهج لإنتاج تأثير الرش الكاثودي على سطح الركيزة، والرش وتنظيف الغاز والزيت الممتص على سطح الركيزة لتنقية سطح الركيزة حتى اكتمال عملية الطلاء بالكامل.
(ب) في المرحلة المبكرة من الطلاء، تتعايش عملية الرش والترسيب، والتي يمكن أن تشكل طبقة انتقالية من المكونات عند واجهة قاعدة الفيلم أو خليط من مادة الفيلم والمادة الأساسية، تسمى "طبقة الانتشار الزائفة"، والتي يمكن أن تعمل على تحسين أداء التصاق الفيلم بشكل فعال.
(٢) خصائص التفاف ممتازة. أحد أسباب ذلك هو تأين ذرات مادة الطلاء تحت ضغط عالٍ واصطدامها بجزيئات الغاز عدة مرات أثناء وصولها إلى الركيزة، مما يسمح بتشتيت أيوناتها حولها. بالإضافة إلى ذلك، تترسب ذرات مادة الطلاء المؤينة على سطح الركيزة تحت تأثير المجال الكهربائي، ما يؤدي إلى ترسب الركيزة بأكملها بغشاء رقيق، إلا أن طلاء التبخير لا يحقق هذا التأثير.
(3) إن الجودة العالية للطلاء ترجع إلى رش المكثفات الناتجة عن القصف المستمر للفيلم المترسب بالأيونات الموجبة، مما يحسن كثافة طبقة الطلاء.
(4)يمكن طلاء مجموعة واسعة من مواد الطلاء والركائز على المواد المعدنية أو غير المعدنية.
(5)بالمقارنة مع الترسيب الكيميائي للبخار (CVD)، فإنه يحتوي على درجة حرارة ركيزة أقل، عادة أقل من 500 درجة مئوية، ولكن قوة التصاقه قابلة للمقارنة تمامًا بأفلام الترسيب الكيميائي للبخار.
(6) معدل ترسيب عالي، وتكوين سريع للفيلم، ويمكن أن يصل سمك طلاء الأفلام من عشرات النانومتر إلى الميكرون.
من عيوب طلاء الأيونات: صعوبة التحكم الدقيق في سُمك الغشاء؛ وارتفاع تركيز العيوب عند الحاجة إلى طلاء دقيق؛ ودخول الغازات إلى السطح أثناء الطلاء، مما يُغير خصائصه. في بعض الحالات، تتشكل أيضًا تجاويف ونوى (أقل من نانومتر واحد).
من حيث معدل الترسيب، يُضاهي الطلاء الأيوني طريقة التبخير. أما من حيث جودة الأغشية، فإن الأغشية المُنتجة بالطلاء الأيوني تُقارب أو تتفوق على تلك المُحضرة بالرش.
وقت النشر: ٨ نوفمبر ٢٠٢٢